
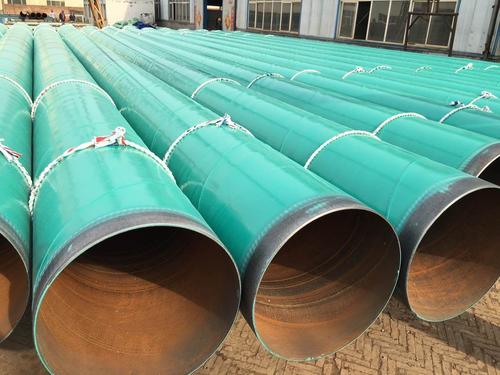





螺旋钢管的堆放原则
螺旋钢管是以带钢卷板为原材料,福州螺旋管,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管。螺旋钢管将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平。
1、螺旋钢管堆码的原则要求是在码垛稳固、确保安全的前提下,螺旋管厂,做到按品种、规格码垛,不同品种的材料要分别码垛,防止搅浑和相互侵蚀;
2、禁止在螺旋钢管垛位四周存放对钢材有侵蚀作用的物品;

螺旋焊管设备操作与使用
1.后桥:管径变化调整输出托架,输出托辊和落料装置下的支座。
2 试车:
一.试车前的准备:试车前应对每台机电液设备进行周密详细的检查。确实具有下列条件时才能试车运转。
二. 试车区域同所有杂物及其他影响试车的障碍物必须彻di清理干净。
三.设备的零部件安装齐全,所有的地脚螺栓及联结螺栓都拧紧,牢固可靠,各种安全防护装置安装完毕。
四.对减速箱、联轴节等传动系统按说明书要求注油。
五.减速机箱内装入合乎要求的油量、油类。
六.液压密封件达到密封要求,是否有泄漏现象。
螺旋管生产过程中,可以采取下列措施进行防治:
1、熔池下部出现“小鼓肚”时,可以利用焊条左右摆动与挑弧动作加以控制。
2、在搭接或者帮条接头立焊时,螺旋管价格,焊接电流应当比平焊适当减少,大口径螺旋管,焊条左右摆动时在中间部位走快些,两边稍慢些。
3、焊接坡口立焊接头加强焊缝时,应当选用直径3.2mm的焊条,并且应适当减小焊接电流。

螺旋管厂-福州螺旋管-福州闽恒钢管厂家由福建闽恒金属材料有限公司提供。福建闽恒金属材料有限公司位于福建省福州市闽侯县祥谦镇林森大道36号,海峡机械园东区1座2楼202。在市场经济的浪潮中拼博和发展,目前福建闽恒在钢管中享有良好的声誉。福建闽恒取得全网商盟认证,标志着我们的服务和管理水平达到了一个新的高度。福建闽恒全体员工愿与各界有识之士共同发展,共创美好未来。
